

干货 | 塑料件的内应力检测和消除
制品中内应力的存在会严重影响制品的力学性质和使用性能;由于制品内应力的存在和分布不均,制品在使用过程中会发生裂纹。在玻璃化温度以下使用时,常发生不规则的变形或翘曲,还会引起制品表面“泛白”,浑浊,光学性质变坏。塑料件出现内应力问题,往往会导致大量次品的出现,造成大量的经济损失。
一、内应力的产生
在注塑制品中,各处局部应力状态是不同的,制品变形程度将决定于应力分布。如果制品在冷却时,存在温度梯度,则这类应力会发展,所以这类应力又称为“成型应力”。
注塑制品的内应力包两种:一种是注塑制品成型应力,另一种是温度应力。当熔体进入温度较低的模具时,靠近模腔壁的熔体讯速地冷却而固化,于是分子链段被“冻结”。由于凝固的聚合物层,导热性很差,在制品厚度方向上产生较大的温度梯度。制品心部凝固相当缓慢,以致于当浇口封闭时,制品中心的熔体单元还未凝固,这时注塑机又无法对冷却收缩进行补料。
这样制品内部收缩作用与硬皮层作用方向是相反的,心部处于静态拉伸而表层则处于静态压缩。
在熔体充模流动时,除了有体积收缩效应引起的应力外。还有因流道,浇口出口的膨胀效应而引起的应力;前一种效应引起的应力与熔体流动方向有关,后者由于出口膨胀效应将引起在垂直于流动方向应力作用。

二、影响应力的工艺因素
(1)向应力的影响在速冷条件下,取向会导致聚合物内应力的形成。由于聚合物熔体的粘度高,内应力不能很快松驰,影响制品的物理性能和尺寸稳定性。
各参数对取向应力的影响:
熔体温度,熔体温度高,粘度低,剪切应力降低取向度减小;另一方面由于熔体温度高会使应力松驰加快,促使解取向能力加强。
可是在不改变注塑机压力的情况下,模腔压力会增大,强剪切作用又导致取向应力的提高。
在喷嘴封闭以前,延长保压时间,会导致取向应力增加;提高注射压力或保压压力,会增大取向应力。模具温度高可保证制品缓慢冷却,起到解取向作用;增加制品厚度使取向应力降低,因为厚壁制品冷却时慢,粘度提高慢,应力松驰过程的时间长,所以取向应力小。
(2)对温度应力的影响
如上所述由于在充模时熔体和型壁之间温度梯度很大,先凝固的外层熔体要助止后凝固的内层熔体的收缩,结果在外层产生压应力(收缩应力),内层产生拉应力(取向应力)。
如果充模后又在保压压力的作用下持续较长时间,聚合物熔体又补入模腔中,使模腔压力提高,此压力会改变由于温度不均而产生的内应力。但在保压时间短,模腔压力又较低的情况下,制品内部仍会保持原来冷却时的应力状态。
如果在制品冷却初期模腔压力不足时,制品的外层会因凝固收缩而形成凹陷;如果在制品已形成冷硬层的后期模腔压力不足时,制品的内层会因收缩而分离,或形成空穴;如果在浇口封闭前维持模腔压力,有利于提高制品密度,消除冷却温度应力,但是在浇口附近会产生较大的应力集中。
由此看来热塑性聚合物在成型时,模内压力越大保压时间越长,有助于温度所产生的收缩应力的减小反之会使压缩应力增大。

三、应力的检测方法
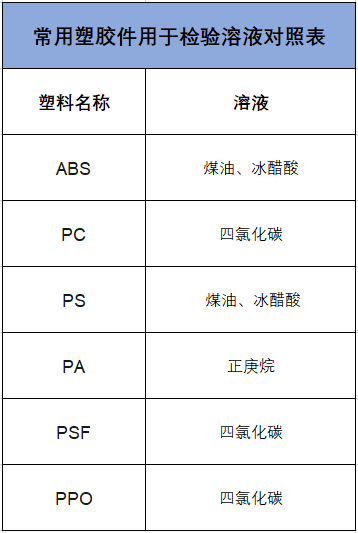
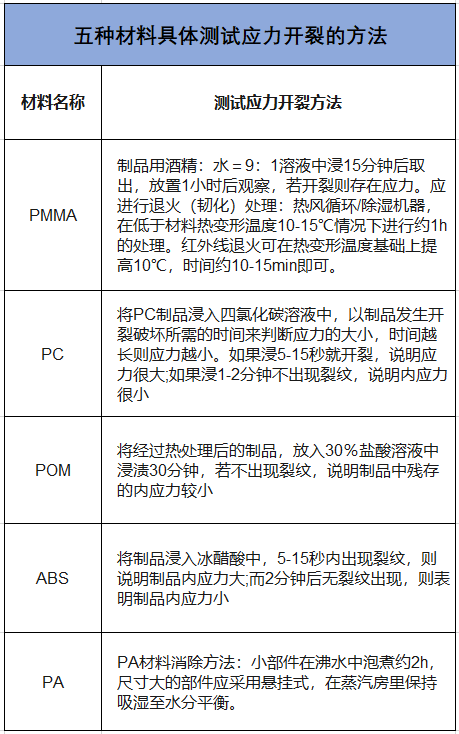
1、溶济法
通常是把零件放在溶剂中,15s~ 2min等,在拿出来看是否有开裂来判断是否有应力。
原理:根据介质应力决裂的现象,即溶济分子渗透到树脂的大分子之间后,降低了分子之间的彼此作用力。内应力大的地方在浸入前分子之间的作用力原来就有所削弱,浸入溶济后这些减弱处所进一步减弱,而引起开裂,内应力小的地方在短时间内不会开裂。
2、仪器法
用偏振光照耀塑料制件,视彩色光带多寡,剖析内应力的强弱,它只适用于透明的制件。偏振光法所要的仪器昂贵,操作庞杂,且正确度不高,因为制件处理前后变化不显著,光谱带上涌现的光带不一定都是内应力的影响,如制件表面的涟漪也会影响检验的结果。此法对制件的机能尚无任何影响,为无损检验,经检验过的制件可继承电镀和使用。

这种方法的好处是可以较为直观的看到塑料件内应力的存在情况,比如透明的塑料产品如果存在内应力,其集中处就会产生彩虹纹。
3、温度骤变法
这种方法是将塑料待镀件重复受冷受热,依据裂纹呈现的时间是非来评定内应力的大小。它适用于各类塑料成形件。温度骤变法所要的装备简略,然而测验时间较长。经检修后的塑料件已被损坏,不能持续应用。
既然内应力的存在对塑料件会造成不良的影响,那么消除内应力就成为了必须要做的事情。内应力如何消除?请继续听塑联小编给你讲解:
四、塑料制品内应力的消除方法
1、塑料制品的热处理
是指将成型制品在必定温度下停留一段时间而消除内应力的办法。让制件在一定的温度下,恒温数小时,使其内局部子从新排列从而到达减少或清除内应力的目标。
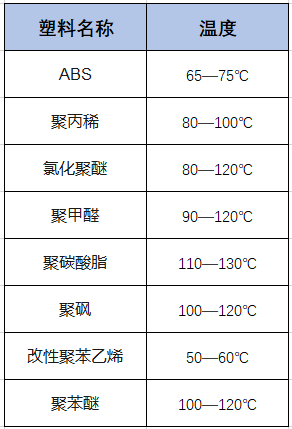
对制件进行热处理,可以使高聚物分子由不平衡构象向平衡构象转变,使强制冻结的处于不稳定的高弹形变取得能量而进行热松弛,从而降低或基础消除内应力。常采用的热处理温度高于制件使用温度10~20℃或低于热变形温度5~10℃。热处理时间取决于塑料品种、制件厚度、热处理温度和注塑条件。个别厚度的制件,热处理1~2小时即可,随着制件厚度增大,热处理时间应适当延长。提高热处理温度和延长热处理时间存在类似的效果,但温度的后果更显明些。
热处理方法:是将制件放入水、甘油、矿物油、乙二醇和液体石蜡等液体介质中,或放入空气轮回烘箱中加热到指定温度,并在该温度下停留一定时间,而后缓慢冷却到室温。试验表明,脱模后的制件立刻进行热处理,对降低内应力、改良制件性能的效果更明显。此外,提高模具温度,延长制件在模内冷却时间,脱模落后行保温处理都有相似热处理的作用。
2、常用塑料件的热处理温度
来源:网络,如侵删





 企业认证|200分
企业认证|200分 企业认证|200分
企业认证|200分 企业认证|200分
企业认证|200分



