

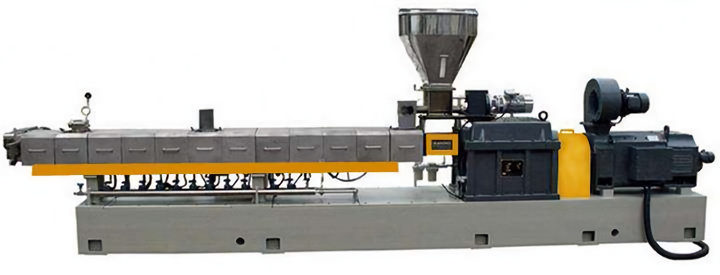
双螺杆挤出机的五大螺杆功能区分别是什么
近年来,我国塑料产业发展稳中向好,随着科技发展和社会进步,我国改性塑料行业也进入发展的快车道。在改性塑料产业发展中,少不了双螺杆挤出机的身影,它凭借这两根螺杆为改性塑料产业实现工艺提升和质量飞跃。双螺杆的神奇之处在哪里,今天大家就跟着塑联小编我来聊聊它的功能分区。
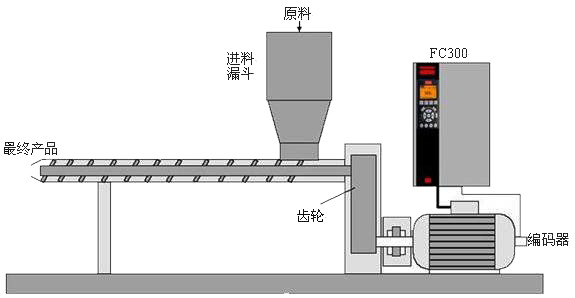
同单螺杆一样,双螺杆可以分为加料段、压缩段和均化段。在此我们抻开,将其分为螺杆五种功能区,即输送段、熔融段、混炼段、排气段以及均化段。
一、输送段
顾名思义,是输送物料的功能区,在这里需注意防止溢料。通常来说,这部分较多地采用深槽正向螺纹或中等螺槽大稻埕正向螺纹,螺槽容积由大变小,即螺纹导程由大向小转变。在这里,物料要保持适宜的温度。过高或影响物料的输送和剪切效果,过低则可能使螺杆受力过大而卡死。

二、熔融段
在这里将通过热传递和摩擦剪切的作用,使物料获得充分的熔融和初步均化,实现组分的均质化、粘度相近化。
这部分通常会使物料受到较大的剪切力和机筒传热,因而常设置捏合块、剪切元件或反螺纹。在进行玻纤类物料的加工时,需要根据基料和玻纤含量进行调整,使物料加热温度略高于基料熔点范围,而且需关注加入玻纤后的熔体流动情况。加热温度低会使半融的树脂对玻纤的包覆性差;过高则造成树脂流动性提高,温炼剪切作用变小甚至出现高温降解的情况。而针对填充系则需要尽量提高基料熔点,其中阻燃系材料温度要偏低、合金系材料需要分别以两组熔融温度和组分比例及热敏性等为依据进行适当调整。
三、混炼段
属于混合功能的一段分区,具有相对平均的分布性和分散性。物料的进一步细化和均化将在此实现,通过对物料分尺寸进行混炼,助其形成理想的结构。
在这部分通常以捏合块为主体螺纹块为辅助或以“二头、三头组合”的增强型螺杆排布方式体现。针对玻纤类和填充型物料基本与熔融段的注意事项相同。
四、排气段
帮助物料排除水汽、低分子量物质等杂质。在这部分的排气口处,常设立反向螺纹或反向捏合块,之后加入大导程螺纹以使物料更多地暴露其表面或以小导程螺纹加快融体表面更新速度来排除气体。
五、均化段
也称计量段,负责输送和增压,使模口处的物料具有一定的致密度,并进一步进行混合,终实现实现物料的挤出造粒。
在这部分一般需要另螺纹导程逐渐变小或依靠螺槽渐小来实现增压,减少背压段长度。同时注意采用单头螺纹与宽螺棱螺纹来提高排料能力,避免冒料。这时总体需要适当降低温度,根据成品带条光泽度来调整温度,而模头保持高温(利于排料)。
来源:网络,如侵删






 个人认证|90分
个人认证|90分
 企业认证|280分
企业认证|280分 企业认证|280分
企业认证|280分



