

注塑过程共分三个阶段,你都知道吗?
4862020-11-30 分享 收藏 0
在整个注射过程中,共分为三个阶段,即填充-补缩-保压,此三个阶段的控制不仅与产品质量更与工艺是否稳定密切,所以彻底贯通里面的诀窍是注塑技术人员的必修课。
一、填充的定义
填充是指熔料从开始被注射至型腔的90-95%即接近充满的过程,称为填充阶段。也称第一阶段。
二、填充速度与压力的来源
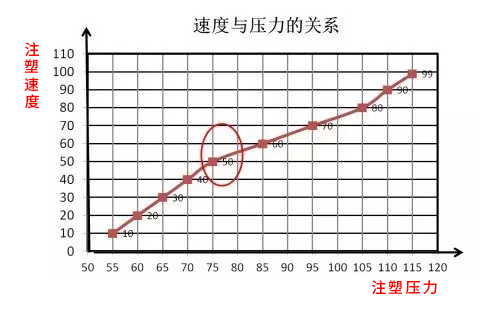
很多人勿认为,填充速度只是一个大概,设定多少都可以!但实际是否正确,如下表有效黏度曲线所示:将填充速度从10%逐渐递增到99%时发现,“注射速度越高,所产生的剪切速率越高,其相对黏度反而就越低”这其中说明一个什么问题呢?
1、高速填充时两液面之间的剪切率较高,塑料由于剪切变稀的作用而存在黏度下降的情形,使整体流动阻力降低,局部的粘滞加热影响也会使固化层厚度变薄。
因此在流动控制阶段,填充行为往往取决于待填充的体积大小。即在流动控制阶段,由于高速填充,熔体的剪切变稀效果往往很大,而薄壁的冷却作用并不明显,于是速率的效用占了上风。
2、低速填充。热传导控制低速填充时,剪切率较低,局部粘度较高,流动阻力较大。由于热塑料补充速率较慢,流动较为缓慢,使热传导效应较为明显,热量迅速为冷模壁带走。加上较少量的粘滞加热现象,固化层厚度较厚,又进一步增加壁厚较薄处的流动阻力。
三、填充速度与压力设定
根据有效黏度测试结果,为确保填充速度受黏度的影响小,应选择在黏度较低区域,如速度50%,所对应的压力应不低于75Bar。
来源:网络,如侵删
免责声明:
1.部分文章、图片来源于网络;
2.因编辑需要,文字和图片之间亦无必然联系,仅供读者参考,并不代表平台观点,不构成投资建议或决策建议,不构成对任何用户交易提供素材,请用户谨慎阅读并合理分析;
3.我们所转载的所有文章、图片、音频视频文件等资料版权归版权归原创所有人,因非原创文章及图片等内容无法和版权者联系,如原作者或编辑认为作品不宜上网供大家浏览,或不应无偿使用,或涉及版权问题,请及时通知我们,以迅速采取适当措施,避免给双方造成不必要的经济损失或版权纠纷问题;
4.本网页如无意中侵犯了媒体或个人的知识产权,请于文章发布后的30日内联系,我们将在第一时间删除内容,谢谢。
相关新闻换一换




推荐商机
出售黑色抗冲ABS再生料颗粒高强度耐高温电器配件原料
 企业认证|450分
企业认证|450分
出售工厂直销HIPS 可定制
企业认证|450分
出售黑白蓝
 企业认证|100分
企业认证|100分



